







起重机械根据载荷运载形式的不同,有不同的主体结构。主体结构由各种钢结构件联接构成,操作、控制和驱动等电气结构安装在钢结构的各个功能部件中。
起重机械的机构零件、金属结构、联接件和附件大都由金属材料加工而成。零件一般以锻件、轧制件、焊接件和铸件作坯件经机械加工制成。锻件、轧制 件和焊接件主要采用碳素结构钢、优质碳素结构钢或低合金结构钢。重要件采用合金结构钢,有特殊要求的零件则要用到特殊合金钢。铸件可采用铸钢、铸铁或铸 铜。有色金属及其合金用于有高导电性、耐磨性、抗腐蚀性或高强度等特殊性能要求的零件。起重机金属结构的材料主要是钢材,常用的材料是普通碳素钢 Q235,需减轻结构自重时,可采用16Mn或15MnTi。起重机械的金属结构联接方式主要有焊接和螺栓联接。
根据起重机械材料、焊缝及零部件易出现的缺陷类型,可选用相应的无损检测方法,如对整机的金属结构、电气控制和安全防护装置等可用目视检测方 法;对零部件和机构,如母材或焊缝内部缺陷主要用射线和超声方法;表面裂纹等缺陷主要用磁粉或渗透方法,也可采用漏磁裂纹检测装置;壁厚减薄可用卡尺等度 量工具测量,也可以用超声测厚仪进行测量;漆层厚度可用涡流膜层厚度测量仪测量;金属磁记忆检测仪可对钢结构的应力状况进行检测;声发射技术可检测起重机 械材料内部因腐蚀、裂纹等缺陷产生的声发射(应力波)情况;应力应变测试可 对整机静态和运动等状态下的应力分布及变化情况进行测试;振动测试可对整机 的自振频率和振型分析进行测试。随着无损检测技术的发展,可用于起重机械上的无损检测技术和方法也将越来越多。
起重机械种类繁多,与安全生产关系密切相关,国内外有众多标准和规范对起重机械进行规范化管理。这些标准涵盖了从零件和机械部件到整机的设计、材料、制造、安装、试验和检验的完整过程。
国内的标准有国家标准(GB)和原机械电子部标准(JB)等数十个,主要有GB 3811—1983《起重机械设计规范》、GB 6067—1985《起重机械安全规程》、GB 5905—1986《起重机试验规范和程序》、GB5927—1986《起重机械用钢丝绳检验和报废实用规范》和GB 10051.1~5—1988《起重吊钩》等[1~6]。
国外标准组织如国际标准化组织(ISO)和美国机械工程师协会(ASME)以及欧共体(EN)、英国(BS)、德国(DIN)、日本(JIS)和澳大利亚(AS)等,也都有起重机械相关的标准,其分类原则与国内基本一致,不再赘述。
起重机械的无损检测暂无专用标准,一般根据选用的不同检测方法参考相应的方法标准,常规无损检测方法可参照采用JB/T 4730—2005《承压设备无损检测》、GB 3323—1987《钢熔化焊对接接头射线照相和质量分级》及GB 11345—1989《钢焊缝手工超声波探伤方法和探伤结果分级》,其它无损检测方法可采用各自的方法标准。
1 起重机械无损检测技术要求
起重机械种类繁多,不同的起重机械应按其设计、制造、检验、试验和验收等技术条件进行检测。主要针对不同部件和特殊结构易产生缺陷的类型而采用相应的无损检测方法,并以相应的检测工艺和标准进行探伤和评价。
起重机械的所有零部件,如吊钩、电磁铁、真空吸盘、集装箱吊具及高强螺栓、钢丝绳套管、吊链、滑轮、卷筒、齿轮、制动器、车轮、锚链和安全钩 等,以及金属结构的本体和焊缝,如主梁腹板、盖板和翼缘板等对接焊缝等而言,均不允许存在裂纹等损伤,各机构在试验后也不允许出现裂纹和永久变形等损伤; 大部分摩擦部件,如抓斗铰轴和衬套、吊具、钢丝绳、 吊链环、滑轮、卷筒、齿轮、车轮等表面磨损量也都有严格的规定;某些部件及其焊缝,如吊钩、真空吸 盘、集装箱吊具金属结构、金属结构原料钢板、各机构焊接接头等内部缺陷的当量尺寸也有明确规定;某些专用零部件,如钢丝绳等,也有专用的质量要求;有的对 表面防腐涂层厚度也有规定[7]。具体要求可参考各种起重机械及零部件的技术规范,必须根据相 应的技术要求针对不同的检测对象采用适当的检测方法和检测 工艺。
2 起重机械主要无损检测方法
起重机械的检测方法有,目视检测、电磁检测(包括涡流膜层测厚、漏磁裂纹检测和钢丝绳探伤等)、金属磁记忆检测、声发射检测、应力应变测试和振 动测试主要在安装和定期检验中采用,射线检测主要在制造和安装中采用,超声、磁粉和渗透检测检测在制造、安装及定检中都有应用。
2.1 目视检测
目视检测是为了检测起重机械的整体质量和各功能部件的性能。主要检测内容有①机械部分金属结构的几何尺寸测量、表面质量检查、载荷试验、机械装 置试验和安全保护装置试验等。②电气部分 电控装置、电气保护装置、保护接地、照明及信号电路检验等。检验方法主要采用量具测量和机构试运行等[7]。
2.2 射线检测
一般在起重机械制造和安装阶段对钢结构部分对接焊缝进行射线检测,在用设备则较少采用。起重机械多采用钢板材料制造,与锅炉、压力容器等承压设备相比,壁厚较薄,常规X射线即可对起重机械的焊接质量进行检查。
起重机械射线检测的对象主要是厚度均匀、形状较规则的钢板或钢管制工件和部件的对接焊缝,如成品片式吊钩钩片及悬挂夹板的焊缝、集装箱专用吊具 的主要受力构件金属结构焊缝、桥式和门式起重机主梁翼缘板和腹板的对接焊缝、主梁上下盖板和腹板的拼接对接焊缝、Π形梁内壁的对接焊缝、桥架的组装焊缝以 及塔式起重机中主要钢结构的对接焊缝等。
检测时根据被检对象的材质、板(壁)厚、形状等和所要求的标准规范选择适当的参数,如胶片类型、增感屏材料和厚度、像质计材料和型号规格、透照 方式、射线源至工件的距离、管电压、管电流和曝光时间等,即可得到合格的底片,然后按标准对底片进行评定,确定其质量等级[8]。
2.3 超声检测
超声方法可对材料对接或角接焊缝的内部缺陷进行检测,故在起重机械的焊缝质量检查中,超声检测是较为常用的方法,可检测如锻造吊钩内部的裂纹、 白点和夹杂等缺陷,自由锻造吊钩坯料、吊钩钩柄圆柱部分的内部裂纹、白点及夹杂物等缺陷,片式吊钩钩片及悬挂夹板的内部裂纹等缺陷,起重真空吸盘主要受力 构件的裂纹等内部缺陷,集装箱专用吊具金属结构主要受力构件焊缝质量和高强度螺栓质量,桥门式起重机原材料钢板质量,主梁盖板与腹板的拼接和对接焊缝质 量,Π形梁内壁的焊缝质量,主梁翼缘板和腹板对接焊缝质量,塔式起重机主要 结构的对接焊缝以及门座式起重机主要受力构件焊缝质量等。
超声波探伤平板对接焊缝时,应根据板厚与焊接形式选择适当K值的斜探头,并根据检测标准和被测件厚度选择合适的对比试块,以人工缺陷的当量制作 相应的距离2波幅曲线来对缺陷当量进行判识。检测时,斜探头应垂直于焊缝中心线放置在检测面上,在焊缝两侧作锯齿形扫查和斜向扫查等,同时也可配合采用转 角、环绕等扫查方式,以便更有效地发现和确定缺陷,然后在焊缝表面作出标记,记录缺陷的长度、深度及所在区域。
超声检测角焊缝时,首先在选择检测面和探头时应考虑到各类缺陷的可能性,使声束尽可能垂直于该焊接接头结构的主要缺陷。根据结构形式,角焊缝有 五种检测方式,即①接板内侧直探头检测。②主板内侧直、斜探头检测。③接板外侧斜探头检测。④接板内侧斜探头检测。⑤主板外侧斜探头检测。根据检测对象和 几何条件的限制选择一种或几种组合方式实施检测。角焊缝以直探头检测为主,必要时增加斜探头检测。
T形焊缝的超声检测,同样需要根据被检缺陷的种类来选择检测面和探头,使声束尽可能垂直于该类焊缝结构的主要缺陷。根据焊缝结构形式,T形焊缝 有三种检测方式,即①翼板外侧斜探头直射法探测。②腹板侧斜探头直射法或一次反射法探测,探头K值一般取2. 0 ~ 3. 0 (腹板厚度<25 mm)。③翼板外侧沿焊缝用直探头或双晶直探头或斜探头(推荐用K1探头)探测。可根据检测对象和几何条件的限制选择一种或几种组合实施检测。缺陷评定以 腹板厚度为准[8]。
2.4 磁粉检测
表面和近表面裂纹是起重机械的重要检测内容,起重机械的钢结构和零部件及焊缝表面都不允许存在裂纹,鉴于一般起重机械材料多是钢材,磁粉检测也就成为其最常用的无损检测手段之一。
磁粉探伤时,先要对受检表面进行清洁和干燥处理,要求表面不得有油脂、铁锈、氧化皮或其它粘附磁粉的物质。一般以打磨处理为主,打磨后要求工件 表面粗糙度Ra≤25μm。在对工件进行灵敏度测试合格后即可对工件进行磁化检测,磁化时间一般为0.5~2 s,同时施加适量的磁悬液,应保证磁粉浓度均匀,并在停施磁悬液至少1 s后方可停止磁化。建议对每个受检区域应进行两次90°方向的磁化检测,以降低漏检率。将胶带纸粘在磁痕上,再将粘有磁痕的胶带纸揭下可作为记录保存,用 以评定焊缝缺陷程度。如果检测部位所处环境较昏暗或观察条件不佳时,可采用灵敏度更高的荧光磁粉[8]。
2.5 渗透检测
起重机械主要检测的缺陷类型是裂纹,其中表面开口裂纹的危险性更大。而有时因为材料和结构形状等原因,有些部件或部位不利于磁探仪的操作, 用 其它无损检测方法也难以取得理想的检测效果,此时,渗透检测便成为唯一可选的无损检测方法。渗透检测前一般必须对检测表面进行清洁和干燥处理,表面不得有 影响渗透效果的铁锈、氧化皮、焊接飞溅、铁屑、毛刺及各种防护层等。要求被检工件的表面粗糙度Ra≤12.5μm。在对检测剂灵敏度和检测工艺进行对比试 块的测试合格后即可进行渗透(一般持续时间≮10 min),清洗、干燥5~10 min, 显像(一般≮7 min)等检测程序。如果检测部位所处环境较昏暗或观察条件不佳时,也可采用灵敏度更高的荧光渗透剂[8]。
2.6 电磁检测
2.6.1 涡流膜层测厚
起重机械的表面漆层厚度测量主要利用涡流的提离效应,即涡流检测线圈与被检金属表面之间的漆层厚度(提离)值会影响检测线圈的阻抗值,对于频率 一定的检测线圈,通过测量检测线圈阻抗(或电压)的变化就可以精确测量出膜层(提离)的厚度值。涡流膜层测厚受基体金属材料(电导率)和板厚(与涡流的有 效穿透深度相关)的影响,为克服其影响, 一般选用较高的涡流频率,当频率>5 MHz时,不同电导率基体材料和板厚对检测线圈阻抗的影响差异将变得很小。涡流是空间电磁耦合,一般无须对检测表面进行处理,但为使膜层厚度的测量更加精 确,建议对测量表面进行适当的清理,以去除可能对检测精度有影响的油漆防护层上的杂质[9]。
2.6.2 裂纹检测
电磁法检测裂纹时,用一交变磁场对金属试件进行局部磁化,试件在交变磁场作用下,也会产生感应电流,并生成附加的感生磁场。当试件有缺陷时,其 表面会产生泄漏磁场梯度异常,用磁敏元件拾取泄漏复合磁场的畸变就能获得缺陷信息,如裂纹的位置和深度等。此种裂纹检测方法快速准确,并能对裂纹进行定性 和半定量评估。受集肤效应影响,波形幅度与裂纹深度呈非线性关系,在工程应用中,可用人工对比试样来得到更准确的深度信息。相关标准有EN 1711—2000《焊缝无损检测———用复平面分析的焊缝涡流检测》。探伤结果与裂纹的走向 有关,为防止漏检,按标准推荐的操作方法,应以至 少两 次相互垂直的扫查方向进行探伤。
裂纹检测的空间电磁耦合,一般无需对检测表面进行处理,并可穿透非导体防护涂层和铁锈,甚至较薄的非铁磁性金属覆盖层,可用于对钢结构母材及焊 缝的裂纹检测,检测精度与常规磁粉相当,适合对起重机械进行快速裂纹扫查。但该方法依据磁场信号进行判定,若磁粉检测后未进行有效的退磁操作,将对检测部 位的磁场信号产生干扰,故检测时机应选在磁粉检测之前。
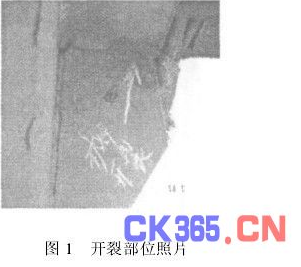
对某门座式起重机轮座支腿加强筋焊缝的裂纹检测结果(图1)表明,加强筋焊缝存在裂纹,且深度>4 mm,现场查看发现筋板几乎完全脱焊。
2.6.3 钢丝绳检测
钢丝绳一般采用漏磁方法进行检测。探头对进入其中的钢丝绳进行局部饱和磁化或技术磁化,根据缺陷引起的磁场特征参数(如磁场强度和磁通量等)的变化情况对钢丝绳的缺陷情况进行判别,并可进行定性(断丝或腐蚀等)和定量(断丝数或横截面积损失量)分析。
钢丝绳检测时一般无需对不影响钢丝绳在检测仪上正常行走的油污和灰垢进行清理,但对于因钢丝绳与滑轮和卷筒等构件摩擦而使钢丝绳股间夹杂大量铁磁性颗粒的情况,应对钢丝绳进行清洗或对检测结果进行适当修正。
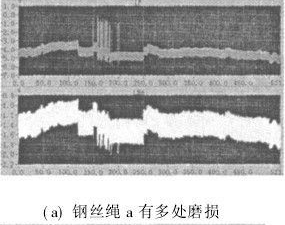
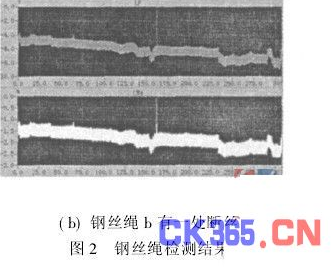
对某门式斗轮取料机钢丝绳的检测结果(图2)表明,钢丝绳a有多处明显磨损,截面积损失量为1.9%,钢丝绳b有一处断丝,截面积损失量为2.2%。
2.7 金属磁记忆检测
金属磁记忆是对金属结构的应力集中状况进行检测的。通过测量金属构件处磁场切向分量Hp(x)的极值点和法向分量Hp(y)的过零点来判断应力集中区域,并对缺陷的进一步发生和发展进行监控和预测[10]。
磁记忆是一种弱磁检测方法,无需对工件进行磁化,其应力集中部位在地磁场的作用下即可显示出磁记忆信号。但是一旦对工件进行了磁粉检测而又未进行有效的退磁操作,则微弱的磁记忆信号将被磁化后的剩余磁场信号湮没,所以检测时机应放在磁粉检测之前。
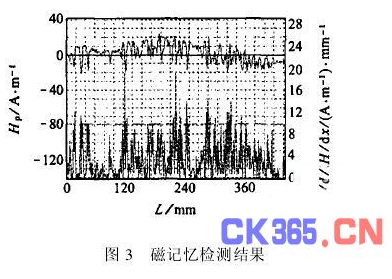
对某装卸桥钢腿支撑处补板边缘焊缝的磁记忆检测结果(图3)表明,该处有若干Hp(x)的极值点和Hp(y)的过零点,相应地存在若干应力集中区域,对照设备的历史记录,发现该处曾多次开裂补,证明的确是该起重机应力值较大的部位。
2.8 声发射检测
起重机械声发射检测时,在设备的关键部位,一般选择设计上的应力值较大或易发生腐蚀、裂纹或实际使用过程中曾出现过缺陷(如裂纹)的部位布置传 感器。对起重设备施加额定载荷(动载)和试验载荷(静载),起重机械则进行正常运行或保持静止,此时材料内部的腐蚀、裂纹等缺陷源会产生声发射(应力波) 信号,信号处理后将显示出产生声发射信号的包含严重结构缺陷的区域,频谱分析等手段还可为起重机械的整体安全性分析提供支持。声发射检测相对于其它无损检 测技术而言,具有动态、实时、整体和连续等特点,声发射技术不仅可对是否存在缺 陷进行检测,还可对缺陷的活度进行判断,进而为起重机械的有效安全监测 提供准确的依据。
对某港口的装船机进行声发射检测,监视定位结果表明该装船机的右侧横梁有较均匀的声发射定位信号,对比左侧几乎没有声发射信号,这说明在该装船机右侧横梁有轻微的缺陷活动,对该定位区域进行复查和焊缝探伤,结果表明存在部分钢结构联接松动和焊缝表面裂纹的情况。
2.9 应力测试
应力测试是型式试验中结构试验的主要项目,通过测试起重机械结构件的应力和变形,来确定结构件是否满足起重性能和工作要求。
静态应力测试在加载后机构应制动或锁死,动态应力测试一般在额定载荷下按测试工况运行,各部件的最大应力不应超过设计规定值。测试前由结构分 析确定按危险应力区的类型,即均匀高应力区、应力集中区和弹性挠曲区,并据此来确定测试点和应变片的位置和种类,制定测试方案。根据应力状态和类型选择电 阻应变片,一般单向应力用单向应变片,二向应力、扭转应力和应力集中区等必须用由三个应变片组成的应变花,应变片标距为1 ~30 mm,以尽量小为宜,灵敏度系数必须明确。各测点部位需磨光并用丙酮清洗,再粘贴应变片,粘贴前后的电阻值相差≤2%,应变片与被测件绝缘电阻要 求>100~200 MΩ。将电阻应变仪调整到零应力状态后加载,卸载后必须回零,并应作多次加载和卸载,使电阻应变片达到稳定,因自重无法消除而得不到零应力状态时,应在测 试中加进计算的自重应力。超载工况时的应力值仅作结构完整性考核用,不作为安全判断依据;额定载荷时的结构最大应力按危险应力区的类型作为安全判断的依据 [7]。
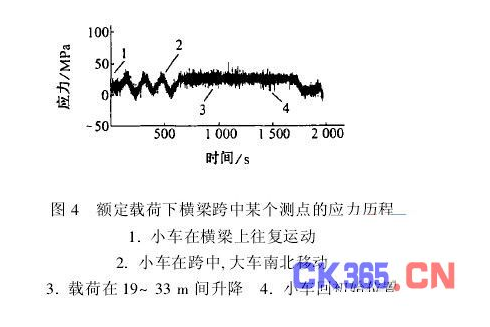
对某门式起重机的应力测试结果如图4所示。静态应力测试分空载、额载200 t、超载250 t三种工况,测试结果显示主梁跨中最大应力为34.23 MPa,柔腿下部最大应力为-36.12 MPa,柔腿上部与刚腿上下部最大应力为16.77 MPa;动态应力测试分空载、额载200 t两种工况,测试结果显示在整个检测过程中,两种工况下,各结构件的应力波动都较小,应力幅值<70 MPa,且测试过程中应力过渡平稳,未出现较大波动。
2.10 振动测试
振动特性(动刚度)是指起重机的消振能力,通常以主梁自振周期(频率)或衰减时间来衡量。自振频率(特别是基频)和振型是综合分析和评价结构刚 度的重要指标。主梁在载荷起升离地或下降突然制动时,会产生低频率大振幅的振动,影响司机的心理和正常的作业。对电动桥门式起重机,当小车位于跨中时的满 载自振频率要求≥2 Hz。振动测试时,在主梁跨中上(或中下)盖板处任选一点作为垂直方向振动检测点,小车位于跨中位置,把应变片粘在检测点上,并将引线接到动态应变仪输入 端,输出端接示波器,起升额定载荷至2/3的额定起升高度处,稳定后全速下降,在接近地面处紧急制动,从示波器记录的时间曲线和振动曲线上可测得频率,即 为起重机的动刚度(自振频率)[7]。用此法对某门式起重机空载和载荷时的振动测试结果表明空载时自振频率为3.13 Hz,载荷162 t时的自振频率为1.76 Hz。
3 结束语
起重机械作为现代工业不可或缺的特种设备,在工业生产中起着重要的作用。因为我国的特殊情况,既有已使用了几十年的老旧起重机,也有高性能、高 自动化的起重机,且数量庞大。我国政府特种设备安全监察机构本着对企业安全生产高度负责,对人民生命财产高度负责的精神,以型式试验、行政评审和定期检验 等监督方式对起重机械的设计、制造、安装和检验进行了全面管理。无损检测方法的综合应用可以确保各种监督检验手段的学有效。上面介绍了一些在起重机械检验 中常用的常规无损检测方法和新技术,希望能起到抛砖引玉的作用,推动业界同仁将各种先进的无损检测方法和技术引入起重机械检验领域,保障起重机械的安全生 产,为国民经济的高速发展作出贡献
单位名称:山东省特种设备协会账 号:1602023919200059151开 户 行:济南工商银行趵突泉支行税 号:51370000MJD6177755
联系地址:济南市华能路89号山东质监综合服务大厦2楼205室邮政编码:250100 传 真:0531-55692988综 合 部:0531-55692989 培 训 部:0531-88023952 0531-88023939 评 审 部:0531-88023938 学术交流部:0531-88023907



 QQ
QQ 微博
微博 微信
微信