







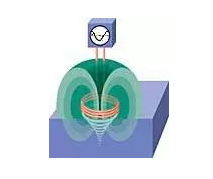
1.什么叫涡流(Eddy-current)?
当金属导体处在变化着的磁场中或在磁场中运动时,由于电磁感应作用而在金属导体内产生的旋涡状流动电流。
2.什么叫阻抗(R resistance)-能量损耗(Energy lost)?
电流通过导体材料过程中,电荷在导体中移动将克服一定的阻力,即电阻(R)。
导体材料的电阻使部分电能转化为热,损耗一定的能量。
激励电流在线圈中流动,或感应电流在被测导体(工件)中流动都要损耗能量,不同试件因导电率、磁导率等影响因素各异,能量损耗的大小也不一样。
3.什么叫电抗(X reactance)-能量存储(Energy stored)?
当电流通过导体时,导体周围形成磁场,部分电能转化为磁场中的磁能,在一定条件下磁场的磁能可转变成感应电流。
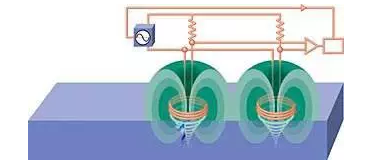
涡流检测中,除了自感现象以外,两个相邻的线圈间还有互感现象存在。
无论自感电流,抑或互感电流所形成的磁场,总要阻碍原电流增强或减弱,这就是感抗的作用。同理,电容器对电压变化的阻碍作用称为容抗,感抗和容抗统称为电抗。一般地说,磁性材料增强检测线圈的电抗,非磁性材料削弱检测线圈的电抗。
4.涡流检测技术的特点是什么?
涡流检测是一种应用较广泛的无损检测技术,是五大常规无损检测方法之一,该检测法具有如下技术特点:
①检测速度快,易于实现自动化。由于涡流检测的基本原理是电磁感应,涡流检测只适用于能产生涡流的导电材料。涡流检测线圈激励后所形成的电磁场实质是一种电磁波,具有波动性和粒子性,所以检测时传感器不需要接触工件,也不必在线圈与试件之间填充耦合剂,因此检测速度快,对管、棒材的探伤每分钟可检查几十米;对丝、线材的探伤每分钟可达几百米,甚至上千米,因此,易于实现自动化检测。
②表面、亚表面缺陷检出灵敏度高。由于感生涡流渗入被检试件的深度与试验频率的平方根成反比,这个深度不大,因此,涡流检测通常被认为是一种检测表面或近表面质量的无损检测技术。常用试验频率的范围为几赫兹至几兆赫兹(特殊的可高达上百兆)。
③能在高温状态下进行检测。由于高温下的导电试件仍然具有导电性质,涡流检测不受材料温度的影响,因此,可在该状态下对导电体进行检测,如热丝、热线、热管、热板。尤其重要的是当加热到居里点以上,钢材消除了磁导率的影响,可以象非磁性金属那样,用涡流法进行探伤、材质试验以及进行板厚、管壁厚或复盖膜层厚度的测量。
④多用途的检测技术。对试件中涡流产生的影响因素主要有:金属物体的电导率和磁导率、试件的尺寸和形状、线圈和试件间隙的大小、试件内部的缺陷等。因此,涡流可以应用于多个不同的领域,除探伤外,还能测量工件的电导率、磁导率、晶粒尺寸、热处理状态和工件几何尺寸,涂层(或镀层)厚度。它适用于铁磁性、非铁磁性金属或金属工件的各种物理的、组织的冶金状态检测。
⑤抑制多种干扰因素。涡流检测能对试件性能的多种参数作出反应,因此,是一种多用途的检测方法。同时,由于检测中对多种参数的敏感反应,工件的无关参数将形成多种干扰信号,严重的干扰信号可影响对有效信号的辨认,给检测结果的判断带来困扰。这就要求在检测时,应采用各种有效措施来消除干扰因素的影响,确保检测的可靠进行。
⑥检验结果可以实时显示和通过磁带机、光盘和软硬磁盘记录长期保存,且可在必要时回放重现,并进行分析。
5.简述涡流检测仪器的基本结构(即产生涡流的基本条件)。
根据电磁感应的互感原理,只有两个导体之间才能产生互感效应。故产生涡流的基本条件是:能产生交变激励电流及测量其变化的装置,检测线圈(探头)和被检工件(导体)。
通常受检工件包括金属管、棒、线材,成品或半成品的金属零部件等。
6.简述涡流检测原理――电阻抗的测量。
涡流检测就是通过测量涡流传感器的电阻抗(Z impedance)变化值实现的,电阻抗包括阻抗(R resistance)和电抗(Xreactance)。
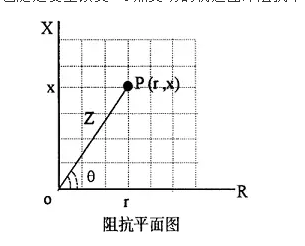
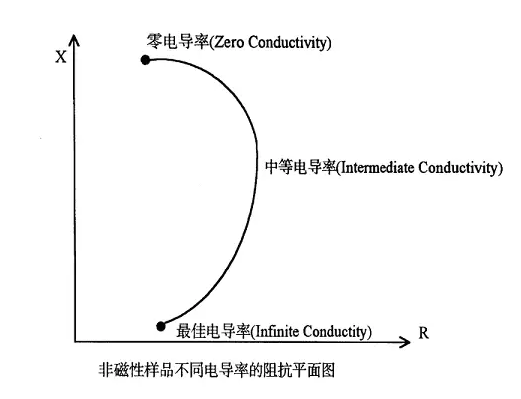
7.什么是阻抗平面图?
以阻抗R为横坐标,电抗X为纵坐标形成直角坐标系,通过涡流仪器测定检测线圈的电阻抗变化量,可在上述坐标系标记一个点P。
P点是一矢量点,具有一定的幅度(amplitude)和相位(phase),电阻抗变化在阻抗平面图上的表现:由于各种因素造成涡流信号分量——阻抗R或电抗X值的变化,阻抗平面图上的涡流检测信号矢量点p将随之发生位移,P点位移后涡流信号的幅(Z amplitude/distance)和相位(θ,phase/direction)也随之发生改变。P点变动的轨迹图即阻抗平面图。
8.影响涡流信号矢量点P移动的因素有哪些?
由于各种因素的作用,如试样的电导率、磁导率、外形尺寸等等,将引起涡流矢量点P在阻抗平面图上位移,P点的移动形成各种各样的轨迹,称为阻抗平面图。
通过分析涡流仪检出阻抗平面图,可以判断试样的一些特性。
9.什么是电导率(σ)?
用于描述电流通过导体难易程度的量值,同一导体的电导率与其电阻成反比。当被测物体(简称试件)的电导率σ变化时,涡流的流动将出现相应的改变,阻抗图上涡流信号矢量点P也将移动。
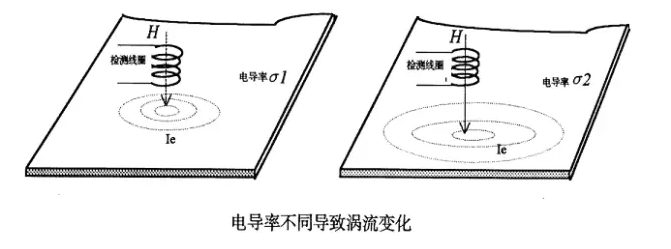
10.如何测定试件的电导率?
因为电导率σ的变化会引起涡流Ie发生变化,所有可以运用Ie与σ之间的内在联系,根据不同的Ie值来推测σ的值,也就是说我们可以运用涡流技术来测量不同金属材料的电导率。
只要我们能将不同电导率的金属材料产生的涡流值做一个对应曲线(或称为标定曲线),便可很容易地测出任何一种未知金属材料的导电率σ。这就是涡流技术运用于电导率测量的原理。
11.影响电导率的因素有哪些?
①杂质含量:杂质影响材料中原子的排列,引起电阻率增大。
②温度:在一定范围内,材料的电阻随温度的变化而变化。
③冷热加工:材料的冷热加工,可能产生内应力而使材料的阻抗改变。
④合金成分:对于固溶合金,电阻率随着合金成分的增加而增加。
⑤应力:在弹性范围内,单向拉伸或扭转会提高导体的电阻率。
12.简述涡流检测试件形变、厚度的原理?
同样电导率的试件,由于几何形状的变化,如厚薄不一,出现凹坑,或者检测线圈位于试件的边缘处等,原来涡流场将受到影响而发生畸变,这样便产生涡流信号矢量点的变化。
根据几何形状不同会引起涡流信号变化的原理,可将涡流仪应用于测厚等,在蒸发器传热管道涡流检查中发明了“蒸发器胀管区轮廓曲线软件”(Profilometaruy Software)。
13.什么叫边缘(端头、端尾)效应?
当检测线圈移动到板状试件的边缘、凹坑、或减薄处时,涡流场便发生畸变,这种现象在涡流检测技术中称之为“边缘效应”。若被测物体是棒状、丝状或线状以及管状,这种现象便称之为“端头效应”或“端尾效应”。
涡流的畸变可反映于阻抗平面图中,下图为电导率相同而厚度不同的试样经涡流检测显示的阻抗平面图。
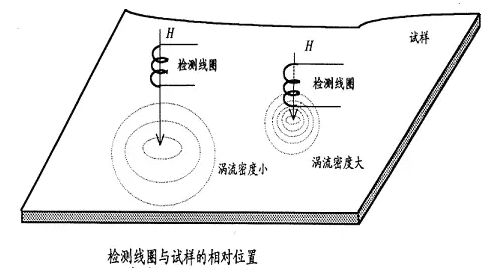
14.简述“提离效应”和运用涡流测量金属表面的非金属涂层(如油漆厚度)厚度的原理。
当检测线圈与被测试件之间的相对位置发生变化时,检测线圈在试件上产生的涡流密度就会改变。检测线圈与试样的相对距离逐步增加,涡流密度逐渐减小,涡流信号矢量点P可在阻抗平面图中出现移动,形成变化的轨迹。
这种现象称之为“提离效应”(lift offeffective)。
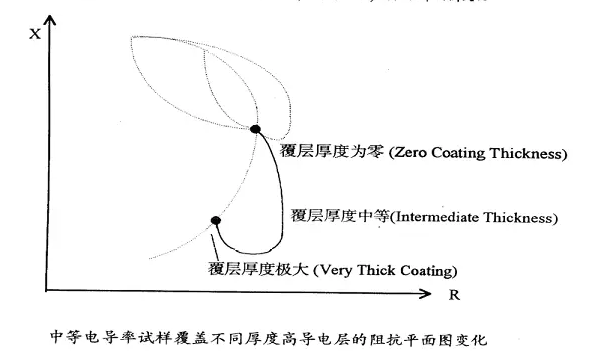
运用该原理可测量金属表面的非金属涂层(如油漆厚度)的厚度,或低电导率试样上高电导率覆盖层的厚度。当检测线圈远离(假设无穷远)试样时,试样中便没有涡流形成。
探头从中等电导率的试样提离(lift-off),在试样与探头间形成不同间隙(probe Spacing)时,阻抗平面图随之出现相应的变化;以上情况可看作在检测具有中等电导率试件时,试件上覆盖着不同厚度的低导电层(或非导电层)物质。

15.什么是磁导率(μ)、实际磁导率、相对磁导率?
不同物质在相同磁场H中的磁感应强度B值是不一样的。为了反映这种变化,引入磁导率的概念。
磁导率又叫磁导系数,它表示了材料磁化的难易程度,用符号μ表示。磁导率是物质磁化时磁感应强度的比值,反映了物质被磁化的能力。
μ=B/H
假如试样的电导率σ不变,而其磁导率μ发生变化,磁导率的改变同样影响试样中涡流的流动状况,使阻抗平面图中涡流信号矢量点P发生移动。
磁导率μ通常可分为实际磁导率(μ)、相对磁导率(μr通常为一个常数)和真空磁导率(μ0)。
三者的关系为:μ=μ0μr。
16.铁磁性材料涡流探伤时,为什么必须应用磁饱和技术?
铁磁性材料检测时,其磁导率随着激励电流形成的外加交变磁场H的变化而变化,使阻抗平面图上涡流信号矢量点P变化不定,严重干扰涡流仪对铁磁性材料的探伤等。
所以对铁磁性材料的涡流探伤一般都要应用磁饱和技术,即增设一个磁饱和线圈。
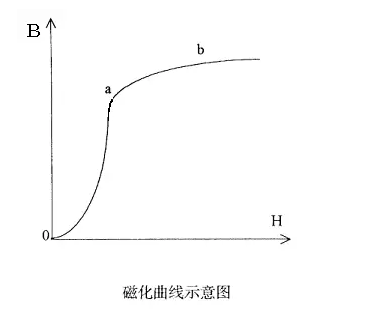
17.简述磁饱和技术原理。
下图所示的曲线,表示试件在外加磁场H作用下其磁感应强度B逐渐增大,二者之间的关系是:
起初试样的磁感应强度B随外加磁场H的逐渐加大而急剧增大(如右图曲线oa段);
但当外加磁场H继续增大时,试样的磁感应强度B值虽继续增大,但速率已大大减小(如右图曲线ab段);
当磁场强度H增大到一定值(如右图曲线b点)以后,试样的磁感应强度B值几乎不再增大。
说明磁感应强度已达到一个相对的极限值,或者说试件被磁化到了一个极限值(即“磁饱和”)。
下图表示试件的相对磁导率μr随外加磁场强度H的增加而变化的情况。
假设试样原来相对磁导率μr位于L点,当外加磁场H作用于试件,且H的磁场强度逐渐增大;起初相对磁导率μr的值随H的增大急剧增大(如右图曲线Lm段)。
当H继续增大时,相对磁导率μr反而减小(如右图曲线mn段),最后达到一个相对的极限值n,实验表明n值约为1。
综上所述,涡流检测铁磁性试样时,在试件上施加一个足够大的磁场(磁饱和的使用),可以将试件原来变化的磁导率控制在一个相对稳定的值中(即1)。
非铁磁性材料的μr值为1。
18.影响响磁导率的因素有哪些?
①化学成分和热处理状态:材料的纯度越高,磁导率越大,矫顽力就越小;金属晶粒界线位错越少或应力越小也使磁导率越高,矫顽力就越小。热处理对金属磁性也有明显影响。
②冷加工:冷加工会使金属的晶粒点阵结构发生变化,磁导率也随之发生改变。
③温度:磁性材料的磁性是随着温度而改变。
19.什么叫材料的不连续性、缺陷?
“不连续性”是指材料在机械、金属等物理特性方面缺乏均一性,它们可以用无损检测方法测出来。缺陷是不连续性的一部分,但不连续性不一定是缺陷。
通常把能够引起或可能引起材料在固性方面的中断或不连续性称为缺陷,它将降低材料的强度和工作特性。
另外,缺陷还可分为两类:一类是超标缺陷,国外用(Defects)表示,是由累计的影响(例如裂纹总长等)而使材料或产品不能满足验收标准或技术要求的一种不连续性,即不合格性。
一类是对材料或产品的坚固性有不良影响但尚可容许的不连续性,称为容许缺陷,用(Flaw)表示。
材料的不连续性,如裂纹,凸或凹、划伤、磨损等,会影响涡流的流动,使阻抗平面图中涡流信号矢量点P发生移动。
20.如何确定涡流的标准渗透深度(δ)?
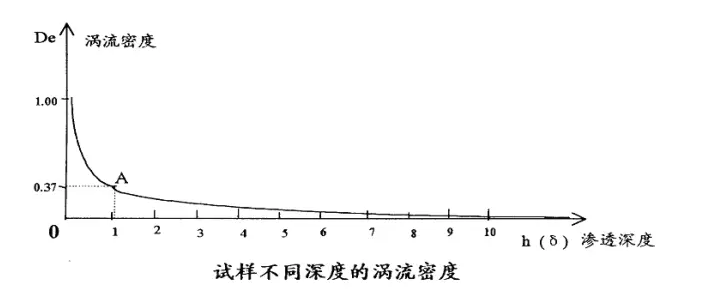
当涡流探头接触试件(导电材料)时,试件内便形成涡流,涡流在试件内的分布是不均匀的。涡流的分布随着深度的增加按指数函数方式而衰减,即距离探头线圈越大,涡流的密度越小。
假设涡流在试件表面的密度为1,随着深度的增加,试件中的涡流密度逐渐衰减。当衰减到0.37时,正好为一个渗透深度(即1个δ),或称之为一个标准渗透深度。换句话说,所谓标准渗透深度指的是涡流密度由表面上的100%衰减到37%时的深度。
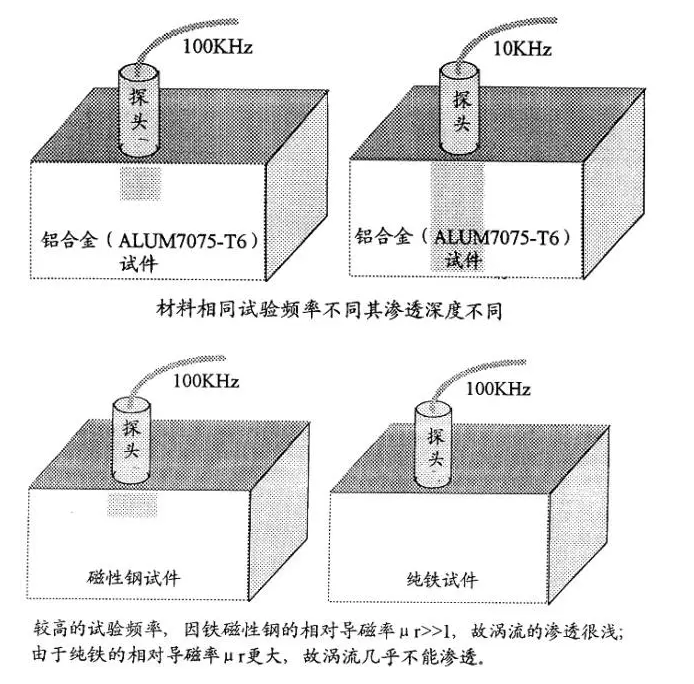
同一材料检测频率不同时,渗透深度与频率的平方根成反比,即低频的渗透深度大于高频。同一检测频率对不同材料检测时,渗透深度不同。
21.什么叫涡流的趋肤效应(或集肤效应)?
涡流主要集中在被检试样的表面、亚表面,在一个渗透深度处涡流密度仅为表面的37%,且当检测频率f越大,试样的电导率和磁导率越大,涡流的渗透深度越小。
这种现象称为趋肤效应(或集肤效应)。
因此,普通涡流仪对受检试件表面、近表面缺陷的灵敏度较高,试样深处缺陷的检测灵敏度较低,为了检测试件深处的缺陷,检测仪器必须选择较低的频率,但检测频率太低会降低仪器的灵敏度,增加误差。
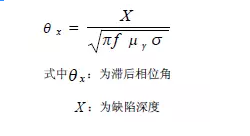
22.什么叫相位滞后?
涡流检测时,试件不同深处的缺陷将引起涡流信号矢量点P的相位角变化,即涡流信号相位角自试样表面向深处按渗透深度成线性滞后。
其滞后角度的大小由下式计算:
由于涡流的以上特性,因此,试件中同样的缺陷,深处缺陷的涡流信号与表面缺陷的涡流信号相比较,前者幅度较小且相位角较大,检测时必须注意分析鉴别。
23.什么叫填充系数?
填充系数指的检测线圈(探头)与试样之间的耦合度(间隙)。
填充系数越大,探头与试样吻合越好,电磁感应(或互感)的效率越高,检测灵敏度越高。
若填充系数太小,由于探头尺寸与试件间隙太大,或因传动装置不良,机械传动引起的偏心太大,或操作不当,可引起提离效应增大,出现干扰信号。
管道检测时,如果填充系数太大,可影响探头运动,同时容易损坏探头。一般要求填充系数η>0.75,同时要求尽可能保证探头与试件之间的相对运动维持稳定。
24.什么叫信噪比(S/N)?
几何分辨率如何?检测信号幅度(S)与噪声信号(干扰信号)幅度(N)的比值称为信噪比。
一般要求涡流仪器的信噪比大于或等于3,即S/N≥3:1。
信噪比反映涡流检测系统的灵敏度,是涡流仪性能好坏的重要指标之一。
信噪比太小,灵敏度低,不易识另与判定伤信号,导致漏检。
分辨力(或分辨率)指的是涡流系统能区分开两个相邻缺陷的能力。所能区分的这两个相邻缺陷的距离越小,分辨率越高,反之,分辨率就低。
25.简述涡流传感器的分类。
涡流传感器的类型多种多样,分类方法也不少,常见的分类方法有以下几种:
①按激励源的波形和数量的不同进行分类,有正弦波、脉冲波和方波等。
②按检测线圈输出信号的不同分类,有参量式和变压器式两类。参量式线圈输出的信号是线圈阻抗的变化,一般它既是产生激励磁场的线圈,又是拾取工件涡流信号的线圈,所以又叫自感式线圈。变压器式线圈,输出的是线圈上的感应电压信号,一般由两组线圈构成,一个专用于产生交变磁场的激励线圈(或称初级线圈),另一个用于拾取涡流信号的线圈(或称次级线圈),又叫互感式线圈。
③检测线圈和工件的相对位置分类,有外穿过式线圈、内通过式线圈和放置式线圈三类。
④按线圈的绕制方式分类,有绝对式、标准比较式和自比较式三种。
⑤按传感器线圈绕组磁通方向的不同分类,一般把平行于工件轴线的磁通方向称为“轴向”,而垂直于轴线的磁通方向称为“法向”。
26.什么叫外穿过式线圈(探头)?
因检测线圈位于工件的外部而得名,这种线圈是将工件插入并通过线圈内部进行检测。它能检测管材、棒材、线材等,是可以从线圈内部通过的导电试件。
由于采用穿过式线圈,容易实现涡流探伤的批量、高速检验,且易实现自动化检测。因此,广泛地应用于小直径的管材、棒材、线材试件的表面质量检测。
27.什么叫内通过式线圈(探头)?
内通过式线圈,在对管件进行检验中,有时必须把探头放入管子的内部,这种插入试件内部进行检测的探头称为内通过式探头,也叫内部穿过式线圈,它适用于冷凝器管道(如钛管、铜管等)的在役检测。
28.什么叫放置式线圈(探头)?
放置式线圈又称点式线圈或探头。在探伤时,把线圈放置于被检测工件表面进行检验。
这种线圈体积小,线圈内部一般带有磁芯,因而具有磁场聚焦的性质,灵敏度高。
它适用于各种板材、带材和大直径管材、棒材的表面检测,还能对形状复杂的工件某一区域作局部检测。
29.什么叫绝对式线圈(探头)?
直接测量线圈阻抗的变化,在检测时可用标准试件放入线圈,调整仪器,使信号输出为零,再将被试工件放入线圈,这时,若仍无输出,表示试件和标准试件的有关参数相同。
若有输出,则依据检测目的不同,分别判断引起线圈阻抗变化的原因是裂纹还是其他因素。
这种工作方式可用于材质的分选和测厚,又可进行探伤。
30.什么叫标准比较式线圈(探头)?
典型的差动式涡流检测,采用二个检测线圈反向联接成为差动形式。
一个线圈中放置标准试件(与被测试件具有相同材质、形状、尺寸且质量完好),而另一个线圈中放置被检试件。
由于这两个线圈接成差动形式,当被检试件质量不同于标准试件(如存在裂纹等)时,检测线圈就有信号输出,因而实现对试件的检测目的。
31.什么叫自比较式线圈(探头)?
自比较式是标准比较式的特例。采用同一检测试件的不同部分作为比较标准,故称为自比较式。
两个相邻安置的线圈,同时对同一试件相邻部位进行检测时,该检测部位的物理性能及几何参数变化通常是比较小的,对线圈阻抗影响也比较微弱。
如果将两个线圈差动联接,这种微小变化的影响便几乎被抵消掉,如果试件存在缺陷,当线圈经过缺陷(裂纹)时将输出相应急剧变化的信号,且第一个线圈或第二个线圈分别经过同一缺陷时所形成的涡流信号方向相反。
32.如何选择涡流探头?
根据被检对象的几何形状选择。如测面材时选择点探头;管、棒、丝材的在线探伤常选择外穿过式探头或平面组合探头;电力、石化等在役管道的检测常选择内通过式探头。
根据检测目的选择。如测量电导率可选用绝对式或差分式点探头。根据特定的测试对象及其检测部位选择特制专用探头。如检测蒸发器传热管的一般弯管则使用填充系数较大,而且使用寿命较长的串珠状易弯探头。
33.什么叫单频涡流技术?
早期的涡流探伤仪通常仅能对检测线圈施加一个频率的激励脉冲,通过阻抗分析法(或称相位分析法)对检测信号进行分析,这种采用单频率的相位分析法,最多只能鉴别受检工件中的两个参数(即只能抑制一个干扰因素的影响)。
单频涡流检测可用于对管、棒、线材等金属产品的探伤。
34.什么叫多频涡流技术?
由于单频涡流技术的局限性,对许多复杂重要构件的检测,如热交换器管道的在役检测,邻近的支撑板、管板等结构部件会产生很强的干扰信号,用单频涡流很难准确地检出管子的缺陷;又如对汽轮机叶片、大轴中心孔和航空发动机叶片的表面裂纹、螺孔内裂纹、飞机的起落架、轮毂和铝蒙皮下缺陷的检测,具有多种干扰因素待排除,为了使涡流仪器能在试验中同时鉴别更多的参数,就需要增加鉴别信号的元器件,以便获得更多的试验变量,才能做到有效地抑制多种干扰因素影响,达到去伪存真的目的,提高检测的灵敏性、可靠性和准确性,对受检工件作出正确评价。
1970年美国科学家Libby首先提出多频涡流检测技术,该方法采用几个频率同时激励检测线圈,通过传感器可同时采集到检测中的多组信号,对这些信号进行混频处理可有效地抑制多个干扰因素,一次性提取多个所需的信号(如缺陷信息、壁厚情况等)。
70年代后期,国外已成功地应用这项技术进行核电站蒸汽发生器管道的役前和在役检测。
80年代初,爱德森公司成功地研制出新一代EEC-39智能全数字四频涡流检测仪,并成功地用于大亚湾核电站冷凝器管道的在役检测。
35.什么叫远场涡流技术?
单位名称:山东省特种设备协会账 号:1602023919200059151开 户 行:济南工商银行趵突泉支行税 号:51370000MJD6177755
联系地址:济南市华能路89号山东质监综合服务大厦2楼205室邮政编码:250100 传 真:0531-55692988综 合 部:0531-55692989 培 训 部:0531-88023952 0531-88023939 评 审 部:0531-88023938 学术交流部:0531-88023907



 QQ
QQ 微博
微博 微信
微信